Características y alcance de procesamiento de varios taladros de agujeros profundos
1. taladro de pistola
Los diamantes de armas reciben su nombre porque originalmente se usaban principalmente para procesar cañones y cañones en la industria militar. El taladro de pistola es una herramienta eficaz de procesamiento de agujeros profundos, que tiene una amplia gama de procesamiento, desde el procesamiento de agujeros profundos de plásticos como acero de molde, fibra de vidrio y teflón hasta aleaciones de alta resistencia como P20 y ferrocromo - níquel. En el mecanizado de agujeros profundos, que requiere estrictos requisitos de tolerancia y rugosidad superficial, el taladro de pistola puede garantizar la precisión dimensional, la precisión de posición y la rectitud del agujero.
& nbsp;
& nbsp;
Perforadora de pistola
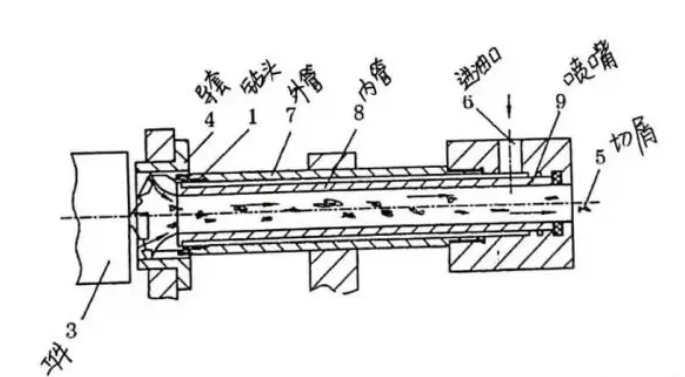
Principio de funcionamiento del sistema de perforación de pistola: el líquido de corte entra en el interior de la tubería de perforación a través de la entrada de aceite en el soporte trasero, llega al taladro para enfriarse y lubricarse, y expulsa el chip de la ranura en forma de V fuera del taladro. El sistema se utiliza principalmente para el mecanizado de agujeros profundos de pequeño diámetro (el diámetro del agujero es inferior a 30 mm).
![]()
Sistema de perforación de armas
Alcance de la aplicación del taladro de pistola: el taladro de pistola (taladro de agujero profundo de chip exterior) se utiliza principalmente para procesar agujeros de Phi 2 a Phi 30 mm, con una relación de aspecto L / D & gt; 100, la precisión está entre it8 e it10, el valor de rugosidad de la superficie ra = 12,5 a 3,2 micras de agujeros profundos, la eficiencia de producción es inferior a laPerforación de agujeros profundosCon función de eliminación de escombros internos

2. perforación de agujeros profundos de eliminación de chips en BTA
Debido a que la tubería de perforación de pistola es asimétrica, su rigidez de torsión es pobre y solo puede transmitir un par limitado. Por lo tanto, el taladro de pistola solo es adecuado para piezas que procesan agujeros de pequeño diámetro. Para adaptarse a los requisitos de procesamiento de agujeros profundos de gran diámetro más complejos, apareció la tecnología de perforación de agujeros profundos de descarga interna de chips. Al descargar los chips en el interior, debido a que los chips se descargan de la tubería de perforación, no hay arañazos ni contacto con la superficie de procesamiento, la calidad de procesamiento de la superficie es mayor que la del taladro de pistola, y el rango de apertura de procesamiento también es mayor.
Los taladros y tuberías de perforación en el sistema BTA son cilindros huecos. El principio de funcionamiento es el siguiente: después de presurizar, el líquido de corte entra en la salida de aceite desde la salida de aceite, y luego fluye hacia la parte de Corte para enfriarse a través del espacio anular sellado formado por la tubería de perforación y la pared del agujero. Lubricar y presionar los escombros en la salida de escombros en el taladro, y luego expulsar los escombros de la salida a través de la cavidad interna de la tubería de perforación.
& nbsp;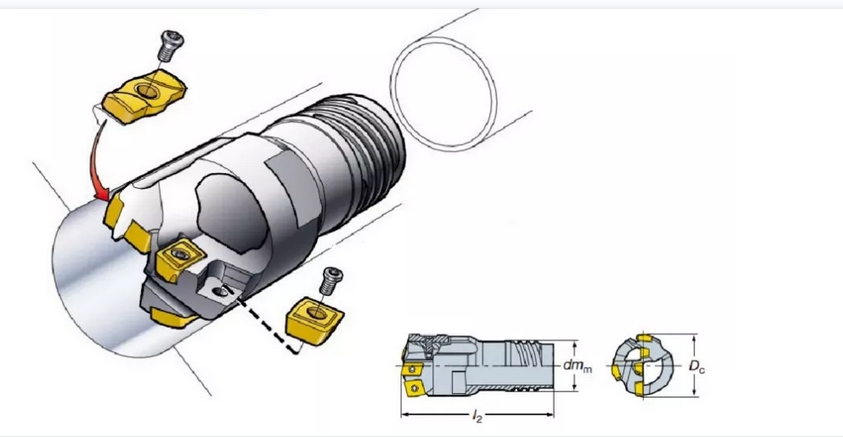
Los taladros de agujeros profundos de eliminación de chips internos son adecuados para mecanizar agujeros profundos con un diámetro superior o igual a 20 mm y una relación de aspecto no superior a 100. La precisión de procesamiento es de it7 a it10, la rugosidad de la superficie de la superficie mecanizada es de ra3,2 a 1,6 um, y la eficiencia de producción es la eliminación de chips externos. Más de tres veces.
La principal desventaja de los taladros de agujeros profundos de descarga de chips en BTA es que se debe utilizar un equipo especial de máquina herramienta, que también debe estar equipado con un dispositivo de separación de chips de aceite para separar y reciclar el líquido de Corte mediante asentamiento por gravedad o separación electromagnética. Además, durante el Corte se forma una zona de alta presión entre la pieza de trabajo y el repostero, por lo que antes de perforar debe formarse un sello confiable entre la pieza de trabajo y el repostero.
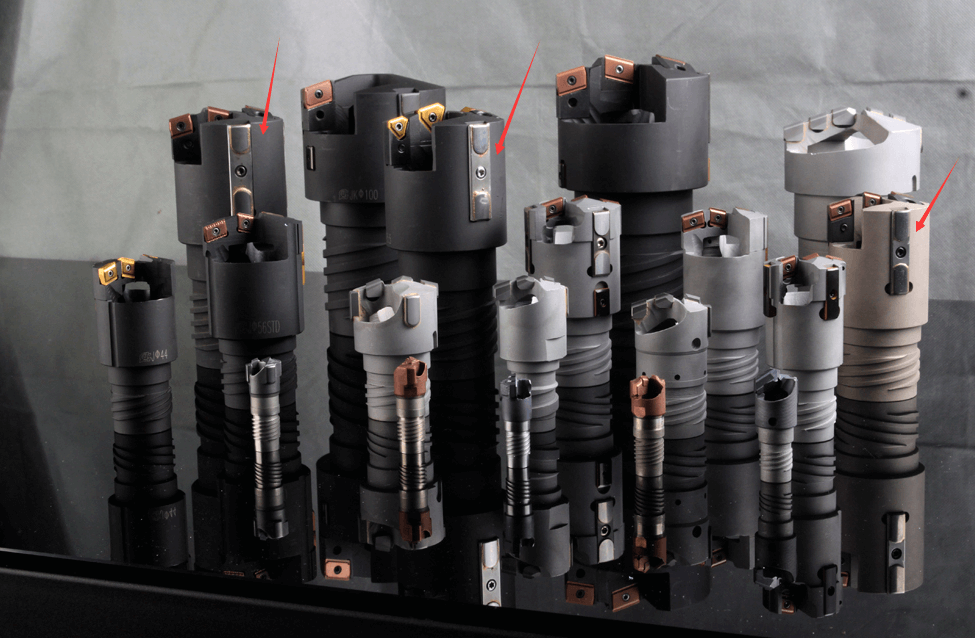
3.ChorroEntrenamiento& nbsp; Cabeza
El sistema de perforación de agujeros profundos de descarga de chips internos tiene la desventaja de una gran pérdida de aceite circular. Requiere una mayor presión y velocidad de flujo durante el procesamiento. Por lo tanto, se ha desarrollado un sistema de perforación con alta eficiencia de producción y buena calidad de procesamiento en el mercado. Tecnología -ChorroEntrenamiento& nbsp; Cabeza
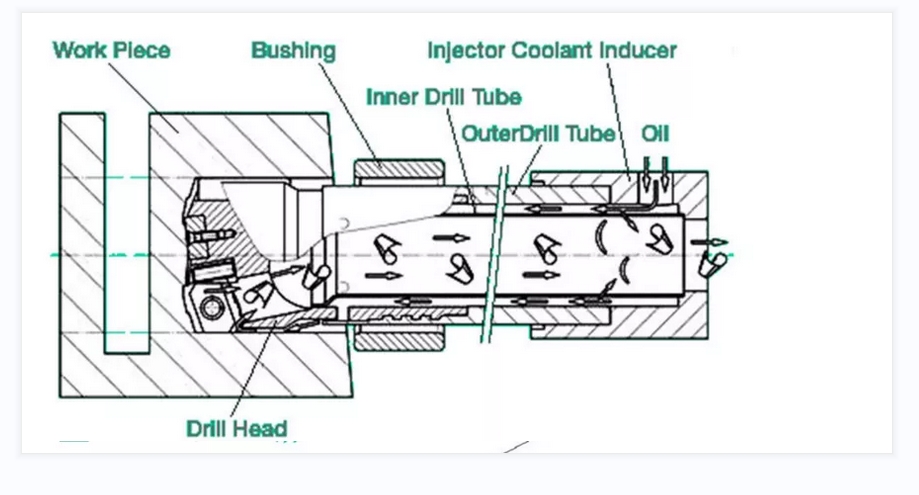
EstoChorroEntrenamiento& nbsp; Cabeza& nbsp; Utilizando el principio del efecto de succión de chorro de la mecánica de fluidos, se propone un método de eliminación de chips de agujeros profundos de doble tubo. Utiliza dos tubos de perforación concéntricos para conectar la herramienta a la máquina a través de un conector. El sistema de perforación de succión por chorro utiliza una tubería de perforación de doble capa, el líquido de corte entra por la entrada después de presurizar, y 2 / 3 del líquido de corte entra en el espacio anular entre las tuberías de perforación internas y externas, fluye hacia la parte de Corte para enfriar y lubricar, empujando los chips a la cavidad interna de la tubería de perforación.
El 1 / 3 restante del líquido de Corte se expulsa a alta velocidad de la boquilla crescente en la tubería de perforación interna, formando una zona de baja presión en la cavidad interna de la tubería de perforación interna, que produce un efecto de succión en el líquido de Corte que lleva chips. Tiene una doble función de pulverización y succión. Hacia abajo, impulsa la descarga rápida del chip desde la salida.
Suministro de petróleoChorroEntrenamiento& nbsp; Cabeza& nbsp; A través del conector giratorio. El asiento Guía se utiliza principalmente para el soporte y no necesita estar cerca de la pieza de trabajo. Esto es muy bueno para el procesamiento de cinco ejes. Debido a que generalmente nos encontramos con superficies no planas en el mecanizado de cinco ejes, el asiento Guía no puede acercarse a la pieza de trabajo. Además, el taladro de succión por chorro producirá un efecto de vacío durante el procesamiento, lo que puede lograr la eliminación de chips y un uso más flexible.
Taladro de empuje; Se utiliza principalmente para mecanizar agujeros con una relación de aspecto no superior a 100 y un diámetro entre 18 y 65 mm. la precisión es de it9 a it11 y la rugosidad de la superficie es de ra3.2-0.8um.